| 寸法 |
950×1,350×1,980mm(帯鋸送りローラー285×150×1,950mm) |
| 重量 |
600kg |
| 据付床面積 |
1,500×4,500mm |
| 容量 |
溶接機 |
200V |
| |
駆動モーター |
200W 200V |
| |
|
50W 200V |
| |
|
90W×2基 200V |
| 能力 |
加工できる帯鋸の寸法 |
幅 75~255mm |
| |
|
厚 0.65~1.45mm |
| |
|
ピッチ 20~50mm |
| |
|
長さ 3,000~12,000mm |
| |
加工速度 |
6刃~10刃/分 |
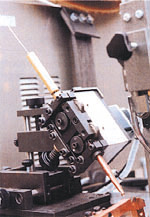
| 溶接方式 |
インバーターティグ溶接 |
| |
溶接電流 |
5~150A(水冷5~300A) |
| |
シールドガス |
アルゴンガス |
| 制御方式 |
シーケンサー、インバーター、リレー |
| 使用環境 |
-10℃~40℃(シーケンサー誤動作防止のため) |
| 刃先整形 |
溶接と同時に刃先を整形 |
| 焼きナマシ装置 |
プロパンガス+酸素 |
| |
自動点火 |
トランジスターイグナイター |
| |
自動消化 |
タイマー制御 |
| 帯鋸懸架方式 |
タテ |
| 鋸受アーム |
自動昇降 |
| 定格一次電圧 |
3相200V 50/60Hz共用 |
|